相關連結:https://www.steo.com.tw/product_1598764.html
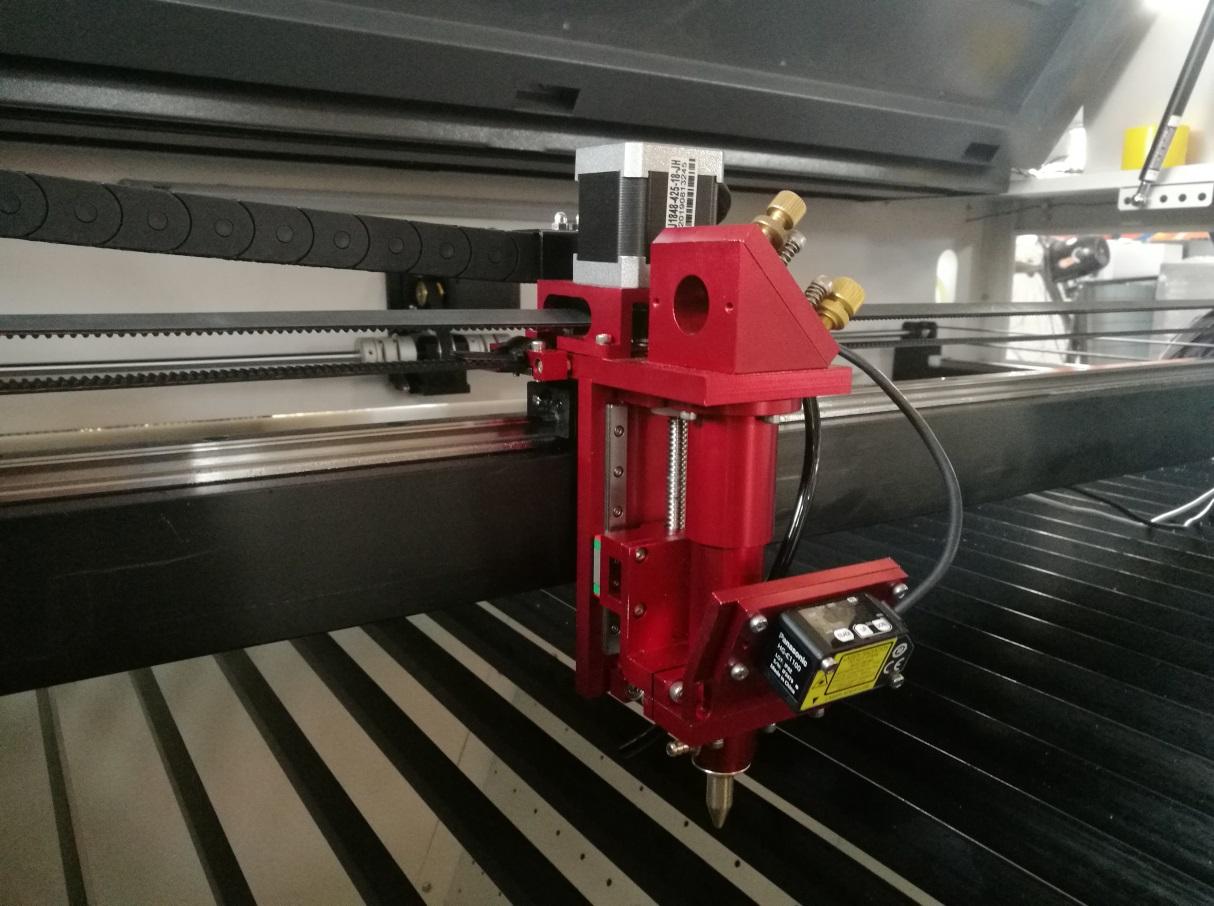
DW1390N雷射切割機功能上不但有卓越的智慧隨動、一鍵恢復、安全防護等,同時設備整機重量在350公斤,高速切割不震動。在設備的性能上有高動態切割精度和良好的切割斷面。人機界面非常友好。目前已經遠銷國內外。
性能特點
- 整機標準化配件,機床級精密裝配。
- 高速外滑式線性運動模組,阻力小,精度高。適合高速雕刻切割,性能遠遠優於方型直線導軌。
- Y軸電機中間驅動,配合進口膜片式彈性連軸器,精度更高。
- 符合歐洲標準的電氣佈線標準。
- 全相容工作平臺設計,隨時增配。完美相容刀條切割平臺和蜂窩切割平臺。
- 全彩屏控制系統,USB離線控制,支援即時同步顯示。支援USB、網線傳輸。支持中斷點續雕。
- 美國二六原裝鐳射鏡片。
控制系統特點
切割跟隨技術:隨動控制也被稱為間隙控制,是指在數控雷射加工過程中,控制雷射切割頭和工件表面保持恆定的距離,也就是說隨著工件表面的波動,雷射切割頭也要即時的調整位置,保證二者的距離恆定不變。這樣就能保證整個加工過程中雷射離焦量的恒定不變,因而確保切縫,切割光潔度的恆定。對於非金屬材料加工,雷射切割頭和工件表面距離的測量分接觸式和非接觸式兩種。接觸式隨動由於感測器與加工材料表面在加工運動時一直要接觸,會影響到被切割材料的表面光潔性,一般用於對材料表面要求不很高的切割系統,另外接觸式隨動不能用於加工速度非常快的領域。
安全防護單元:在安全方面,該設備配置有高強度鋼化玻璃,開蓋保護功能,同時切割的時候有紅光指示。能對操作人員盡最大可能的起到安全保護作用。
參數一鍵恢復:一鍵恢復功能對於鐳射切割機操作不熟練的操作工或者初學者來說是非常有益的。如同Thinkpad筆記本一樣,當初學者設置參數,出現誤操作時,一鍵恢復如初。
智能斷電續切:突然斷電對於人和設備來說,特別是對於數控設備,是致命的,輕則報廢工件,重則設備本身會受到不同程度的損壞。該設備標配則具備斷電續切功能。